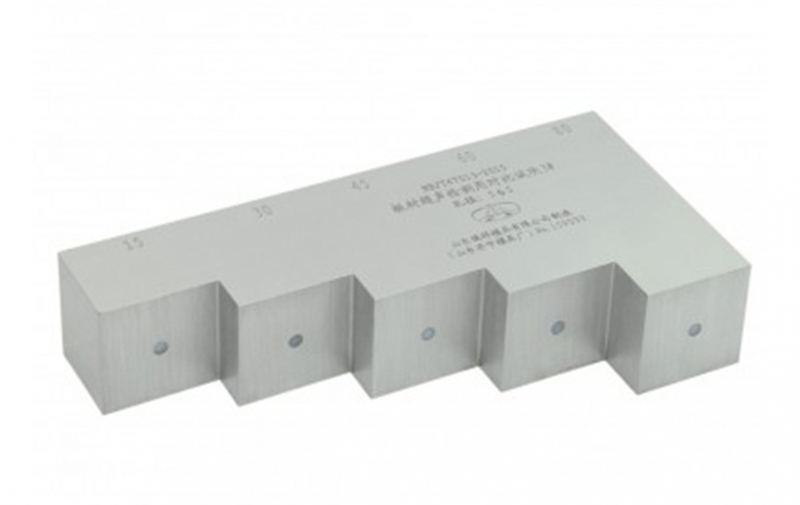
PGS-1試塊-Ⅱ型焊接接頭相控陣超聲檢測用
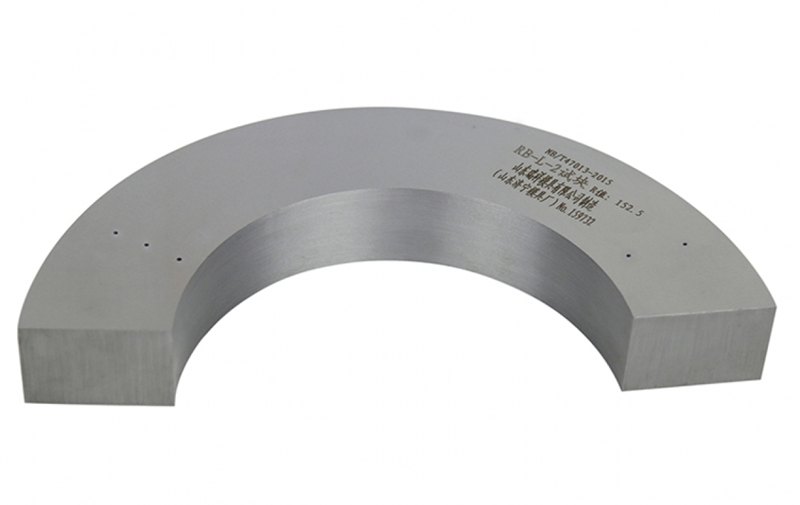
PGS試塊適用于Ⅱ型焊接接頭的相控陣超聲檢測。PGS系列試塊共8塊分別是PGS-1,PGS-2,PGS-3,PGS-4PGS-5,PGS-6,PGS-7,PGS-8試塊試塊圓弧曲率半徑從18~72,分別適用于外經32~159的Ⅱ型焊接接頭。

無損檢測試塊模具電話:0537-6988486、6988490、6988482傳真:0537-6988488特種設備行業、核電行業、自然缺陷焊接試板:孟凡寶手機:13793760618,QQ:525735886郵箱:13793760618@139.com鐵路、航空航天、國外試塊:李晴手機:13686379798 QQ:1007471030郵箱:ndtlq@126.com電力行業、國家標準試塊、冶金
查看更多 >

PGS試塊是依據NB/T 47013.15-2021標準設計的,用于承壓設備II型焊接接頭相控陣超聲檢測的對比試塊。相關信息如下:
試塊構成:PGS系列試塊共8塊,分別是PGS-1、PGS-2、PGS-3、PGS-4、PGS-5、PGS-6、PGS-7、PGS-8試塊。
適用范圍:適用于外徑32mm~159mm的Ⅱ型焊接接頭。試塊的圓弧曲率半徑從18mm至72mm,對比試塊的曲率應與被檢管徑相同或相近,其曲率半徑之差不應大于被檢管徑的10%。
用途:用于確定檢測靈敏度、測試儀器和探頭的性能、調整掃描速度以及評判缺陷大小等。
制作材料:通常選用電爐或平爐熔煉的碳素結構鋼,成分符合GB/T 699的要求,晶粒度7級~8級。如果是檢測不銹鋼、鎳基合金或鈷基合金等材料,一般應采用被檢件材料制作;檢測鈦合金擠壓件應采用與受檢件相近的擠壓件制作。


在超聲檢測中,使用PGS試塊的步驟如下:
試塊選擇:根據被檢Ⅱ型焊接接頭的管徑,選取曲率半徑與被檢管徑相同或相近的PGS試塊,其曲率半徑之差不應大于被檢管徑的10%。
儀器校準:
聲速校準:若檢測前未知材料聲速,可利用PGS試塊結合超聲探傷儀進行聲速校準。將探頭置于試塊上,通過儀器測量超聲在試塊中的傳播時間,結合試塊已知尺寸,計算出聲速,并將儀器聲速參數調整至該值。
掃描速度調整:以PGS試塊上的特定反射體(如橫通孔)為基準,將探頭對準反射體,前后移動探頭找到反射波的最高波,根據反射體的實際深度和儀器顯示的深度值,調整掃描速度,使儀器顯示的深度與實際深度相符。
靈敏度設定:
基準靈敏度設置:選用與被檢測對象情況(如材料、規格等)相近的PGS試塊橫通孔進行等深度靈敏度校準。將探頭置于試塊上,使聲束對準選定的橫通孔,前后、左右移動探頭,找到橫通孔反射波的最高波,調節儀器的增益旋鈕,使該反射波的波高達到熒光屏滿刻度的一定比例,如80%,此時儀器的增益值即為基準靈敏度。
檢測靈敏度確定:可根據實際檢測情況,如被檢工件的表面狀況等,在基準靈敏度的基礎上適當增加增益,一般可增益4 - 6dB作為檢測靈敏度。
缺陷評判:
當量計算:檢測過程中,將工件中缺陷的反射波高與PGS試塊上相同深度人工缺陷(如橫通孔)的反射波高進行對比,通過計算或查閱相關圖表,得出缺陷的當量大小。
缺陷定位:依據調整好的掃描速度和儀器顯示的缺陷位置信息,結合PGS試塊的尺寸和結構,確定缺陷在工件中的位置。
儀器和探頭性能測試:
聲束擴散角測量:可利用PGS試塊,按照相關標準的方法,測量儀器和探頭組合后的聲束擴散角。例如,通過在試塊上不同位置測量反射波的強度變化,確定-12dB聲束擴散角。
分辨力測試:將探頭置于PGS試塊上,對試塊上不同間距的人工缺陷進行檢測,觀察儀器能否清晰分辨出相鄰缺陷的反射波,以此評估儀器和探頭的分辨力。
檢測記錄與報告:使用PGS試塊完成檢測后,應記錄相關信息,包括試塊型號、儀器參數、靈敏度設置、缺陷檢測結果等,并根據檢測標準和要求編制檢測報告。
使用PGS試塊時,需確保試塊表面清潔、平整,與探頭之間有良好的耦合,以保證檢測結果的準確性和可靠性。同時,操作過程應嚴格按照相關標準和操作規程進行。