橫向缺陷試塊
中華人民共和國石油天燃氣行業標準SY/T 5200-2002橫向缺陷試塊
- 標準: 中華人民共和國石油天燃氣行業標準SY/T 5200-2002

無損檢測試塊模具電話:0537-6988486、6988490、6988482傳真:0537-6988488特種設備行業、核電行業、自然缺陷焊接試板:孟凡寶手機:13793760618,QQ:525735886郵箱:13793760618@139.com鐵路、航空航天、國外試塊:李晴手機:13686379798 QQ:1007471030郵箱:ndtlq@126.com電力行業、國家標準試塊、冶金
查看更多 >
中華人民共和國石油天燃氣行業標準 鉆柱轉換接頭 SY/T 5200-2002 橫向缺陷試塊在油氣管道檢測中具有重要作用,以下是其相關介紹:
用途
檢測系統校準:用于校準和調整超聲檢測設備,確保設備能夠準確檢測出油氣管道中的橫向缺陷。通過在試塊上模擬不同尺寸和類型的橫向缺陷,調整檢測設備的參數,如增益、閾值等,使設備達到最佳檢測狀態,提高檢測的準確性和可靠性。
檢測人員培訓:幫助檢測人員熟悉和掌握檢測橫向缺陷的技術和方法。檢測人員通過對試塊上已知橫向缺陷的檢測和分析,了解不同缺陷在檢測儀器上的信號特征,掌握缺陷定位和定量的方法,從而提高實際檢測中對橫向缺陷的識別和判斷能力。
檢測方法驗證:在采用新的檢測技術或方法時,利用橫向缺陷試塊驗證其對橫向缺陷的檢測能力和有效性。通過對比試塊上缺陷的實際情況和檢測結果,評估新方法的檢測精度、靈敏度等指標,為新方法在油氣管道檢測中的應用提供依據。
結構特點
材質:通常選用與油氣管道材質相同或聲學性能相近的材料,如碳鋼、合金鋼等。這是為了保證超聲波在試塊和管道中的傳播速度、衰減特性等一致,使試塊能夠真實模擬管道的聲學環境,從而準確反映管道中橫向缺陷的檢測情況。
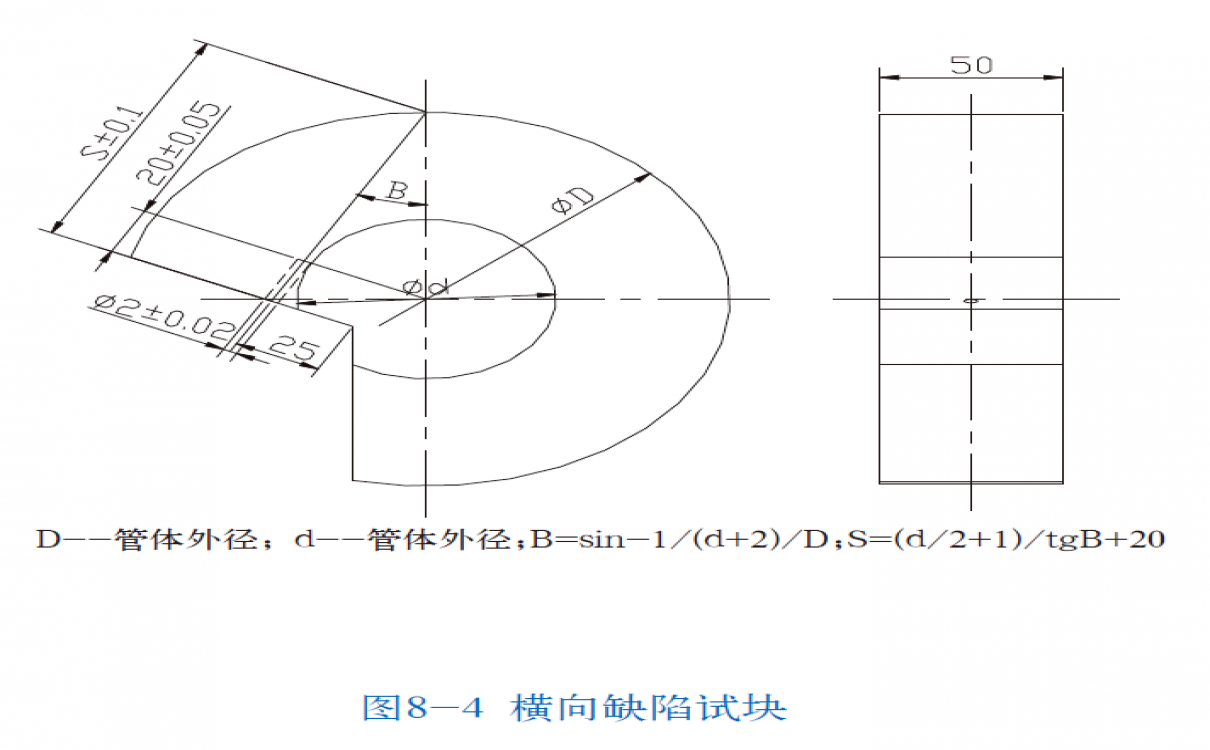
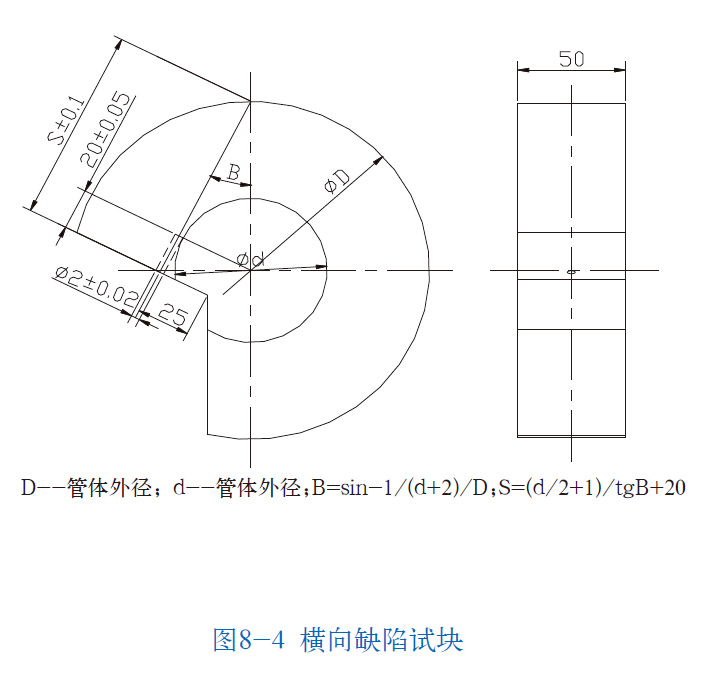
形狀和尺寸:一般為長方體或圓柱體,其尺寸要符合相關標準和實際檢測需求。例如,長度可能在幾十厘米到一米左右,以滿足檢測設備的掃查要求;寬度和厚度則根據管道的規格和檢測要求進行設計,通常要能夠容納不同深度和長度的橫向缺陷模擬。
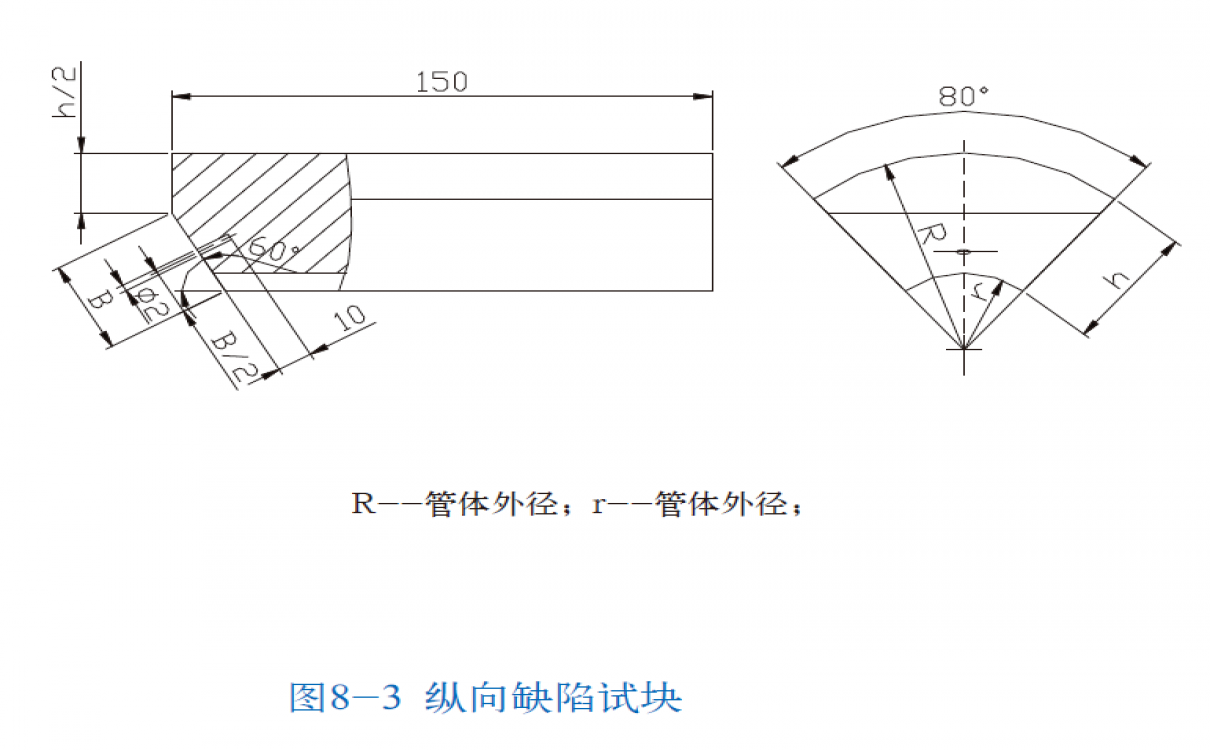
人工缺陷:這是橫向缺陷試塊的關鍵部分,模擬了油氣管道中可能出現的橫向缺陷。常見的人工缺陷有橫向刻槽、橫向通孔等。刻槽的深度、寬度和長度會根據不同的檢測要求進行設計,一般深度從幾毫米到十幾毫米不等,寬度在毫米級別,長度則在幾厘米左右,以模擬不同嚴重程度的橫向裂紋等缺陷;橫向通孔的直徑也有多種規格,從較小的如1 - 2mm到較大的5 - 10mm,用于模擬管道內部的橫向孔洞類缺陷。這些人工缺陷的位置和分布通常會均勻或有規律地設置在試塊上,以便于檢測和分析。
制作與標準
制作工藝:制作過程需要嚴格控制,以保證試塊的質量和缺陷模擬的準確性。對于人工缺陷的加工,通常采用電火花加工、激光加工等高精度加工方法,確保缺陷的尺寸精度和表面質量。例如,電火花加工可以精確控制刻槽或通孔的形狀和尺寸,表面粗糙度也能滿足要求,從而保證缺陷的模擬效果。
相關標準:油氣管道檢測用橫向缺陷試塊的制作和使用遵循相關的國家標準和行業標準,如GB/T 19800《無損檢測 聲發射檢測 油氣管道聲發射檢測及評價方法》、SY/T 4109《石油天然氣鋼質管道無損檢測》等。這些標準對試塊的材質、尺寸公差、人工缺陷的加工精度、表面質量以及標識等方面都有明確規定,以確保試塊的一致性和可靠性,保證不同檢測機構和人員使用的試塊符合統一標準,從而使檢測結果具有可比性和可重復性。